La Maison à Ossature Bois (MOB)
Partie I : Présentation générale et conception
L'engouement pour le bois
Une MOB, Maison à Ossature Bois, est une construction saine, économique et écologique, qui utilise principalement des matériaux naturels et renouvelables comme le bois et dérivés du bois. La maison bois donne à ses occupants le plaisir de vivre dans une maison différente, saine, confortable, chaleureuse, économique en énergie et la satisfaction de lutter contre l’effet de serre. C'est sans doute les raisons pour lesquelles la construction bois est en plein essor.
Une MOB est une maison solide. D'ailleurs, les plus anciennes constructions du monde sont en bois : temples japonais, églises en bois debout de Norvège, maisons à colombages... Contrairement aux idées reçues, une construction bois ne brûle pas plus vite qu'une autre. Comme dans toutes les constructions, ce sont les meubles et tissus de toutes natures qui sont combustibles, et peuvent prendre feu à la suite d'une négligence ou à cause d'un appareil défectueux. Certes, le bois brûle, mais il résiste particulièrement bien au feu, car sa combustion est lente, régulière et surtout, parfaitement prévisible.

Une MOB est une maison au naturel, quand la qualité de vie et le confort prennent une place de plus en plus grandissante dans notre vie de tous les jours. Par ailleurs, une construction bois est une construction sèche, et c’est la garantie d'une construction saine.
La maison bois est économique, car le bois est un matériau naturel et renouvelable. Les propriétés naturelles du bois garantissent une excellente régulation thermique et hygrométrique, qui protègent l'intérieur d'une humidité excessive, été comme hiver. Ses qualités incontestables d'isolant thermique permettent d'augmenter le confort tout en réduisant de manière significative la facture énergétique.
Une maison à ossature bois se construit rapidement. Le plus souvent, la mise hors d’eau hors d'air d'une maison individuelle est réalisée en quelques jours et le second œuvre peut alors commencer sans délai. En effet, la construction bois ne nécessite pas de temps de séchage entre les différentes phases de montage, et sa légèreté lui permet de s'adapter à tous les terrains.
Par sa conception et grâce aux matériaux utilisés (bois, panneaux), faciles à couper et à assembler, il est aisé de faire évoluer sa maison bois au fur et à mesure que la famille s'agrandit. Une MOB est évolutive.
Enfin, construire en bois, c'est aussi consommer du bois, dont l’utilisation permet de lutter efficacement contre la pollution, et plus particulièrement contre l’effet de serre. En effet, le CO2 stocké dans la structure d’une maison à ossature bois permet de neutraliser les émissions annuelles de CO2 de l'équivalent de cinq voitures.
La technologie
Une maison bois est comme une maison en maçonnerie, mais les parpaings et le ciment sont remplacés par du bois, des panneaux et des clous pour assembler les murs, les planchers et le toit. Qu'elle que soit la technique employée, la construction à structure bois répond aux mêmes exigences et aux mêmes principes de construction :
- les murs doivent assurer le clos, résister aux chocs, supporter les charges de toiture et s'opposer aux effets du vent et éventuellement aux secousses sismiques ;
- le toit assure le couvert et protège des intempéries ;
- l'ensemble doit répondre aux exigences de confort, d'étanchéité à l'air et à l'eau, assurer une température agréable été comme hiver, un bon renouvellement de l'air ambiant et une bonne régulation de l'hygrométrie, assurer une bonne isolation phonique vis à vis des bruits extérieurs ;
- bien sûr, comme pour toute construction, il faut préparer le terrain, le nettoyer, le niveler, puis creuser des fondations. Mais celles-ci sont moins importantes pour une maison bois, car la construction est plus légère et on l'appréciera d'autant mieux que le terrain est accidenté. La maison est fixée sur des plots et vide sanitaire, sur un sous-sol maçonné ou sur une dalle béton. Dans les deux derniers cas, on dispose d'une plate-forme de départ, alors que dans le cas d'un plancher sur vide sanitaire, posé sur plots, cette plate-forme est à créer.
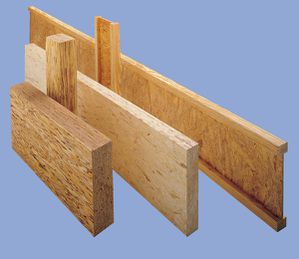
Photo : Trus JoistTM.
Au premier plan du PSL,
au milieu du LSL,
en arrière-plan une poutre composée d'une âme en OSB et de membrures LVL.

Photo Finnforest
Pose d'un isolant sur un OSB reposant sur les membrures basses en LVL de poutres en I à âme OSB.
On suppose que les plots sont alignés et de niveau, et que leur hauteur est suffisante pour permettre aux éléments en bois qui seront posés dessus pour constituer le plancher, de se trouver au moins à trente centimètres au-dessus du sol. Sur ces supports sont posées parfaitement de niveau, les poutres porteuses en lamellé-collé ou en bois composite, LVL (Kerto) ou PSL (Parallam).
Des solives, composées de poutres en I, sont fixées perpendiculairement et entre les poutres principales par l'intermédiaire d'étriers métalliques. Les entraxes de pose ont été calculés et optimisés de telle sorte que les petites rives des panneaux qui constitueront le plancher, reposent sur les solives.
Poutres principales et solives doivent présenter toutes les garanties de résistance à l’humidité (classe de service 3).


Photos : Finnforest – Le platelage terminé, un joint à la pompe permet de parfaire l'étanchéité.
L'un des avantages des poutres en I, c'est qu'on peut utiliser la membrure inférieure pour y fixer un panneau de contreplaqué CTBX ou un OSB 4 sur lequel est posé un matériau isolant. Sur cet ensemble, après avoir étendu un film pare-vapeur, on fixe solidement des panneaux dérivés du bois pour constituer le plancher. Les dalles sont collées entre elles par un mastic colle. On a ainsi fabriqué un platelage plan et homogène qui constitue la base de départ à la construction.
Fabrication des murs
Que les murs soient fabriqués sur le chantier ou en atelier, le principe reste le même : il s'agit d'assembler par clouage une ossature en bois composée de montants verticaux et de deux traverses (lisses haute et basse).
Les emplacements des ouvertures sont prévus pour y loger les futures menuiseries (portes, fenêtres...). De chaque côté des ouvertures, les montants sont doublés et, au-dessus, comme dans toutes les constructions, on fait un linteau.
La largeur des bois utilisés pour l'ossature est le plus souvent de 97, 120 ou 160 mm. L'épaisseur est de 36 ou 45 mm, mais aux jonctions de panneaux, l'épaisseur minimale devant obligatoirement être de 45 mm, c'est cette épaisseur qui est la plus couramment utilisée pour l'ensemble des montants.
Les effets du vent
Bien sûr, en l'état, cette structure n'est pas stable et si les murs étaient montés tel quel, ils se déformeraient sous la pression du vent.
 Les surfaces exposées directement au vent, dites "au vent", subissent une pression et les surfaces opposées, dites "sous le vent" subissent une dépression. Les deux effets s'additionnent, et agissent ensemble sur la construction en lui faisant subir des sollicitations horizontales qui tendent à la déformer.
Les surfaces exposées directement au vent, dites "au vent", subissent une pression et les surfaces opposées, dites "sous le vent" subissent une dépression. Les deux effets s'additionnent, et agissent ensemble sur la construction en lui faisant subir des sollicitations horizontales qui tendent à la déformer.
Les effets du vent sur la façade d'une maison se répercutent sur les murs pignons qui devront résister à la déformation. De même, lorsque le vent souffle sur les pignons, ce sont les murs de façades qui doivent s'y opposer. Pour cela, sont cloués sur l'ossature bois des panneaux de contreplaqué type S2, S3 ou CTBX (ép. mini 7 mm), de particules type P5 ou CTBH (ép. mini 10 mm) ou des panneaux OSB de type 3 ou 4 (ép. mini 8 mm).
Comme pour toutes constructions, les panneaux qui sont mis en oeuvre doivent être conformes aux normes, et présenter toutes les garanties d'aptitude aux utilisations structurelles (Norme européenne harmonisée : NFEN 13986). Cette garantie est donnée par l'apposition du marquage CE. De plus, pour l'utilisation en contreventement, les panneaux doivent résister en milieu humide (classe de service II).
Les panneaux sont cloués sur leur pourtour et sur les montants et traverses de l'ossature. L'espacement entre fixations ne peut excéder 150 mm sur le pourtour et 300 mm sur les montants intermédiaires. Cet espacement peut être réduit pour augmenter la résistance si besoin, sans toutefois être inférieur à 50 mm. De même, dans certains cas il peut être nécessaire de placer un panneau de chaque côté de l'ossature pour renforcer (x 1,8) la capacité de résistance à la déformation dans le plan.

Les pointes utilisées sont lisses ou torsadées et d'une longueur suffisante pour une pénétration minimum dans le bois de 35 mm.
Rendre pratiquement indéformable dans son plan, un mur en ossature bois composé de montants et de traverses, se nomme le contreventement. En parlant des panneaux on emploie aussi le terme de voile travaillant.
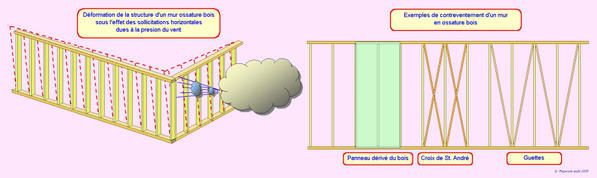
L'illustration suivante, dans sa partie gauche, montre la déformation d'une structure sous l'effet des sollicitations horizontales dues à la pression du vent. Dans la partie droite, des exemples de contreventement s'opposant à la déformation de la structure. Un plancher, placé sur les lisses supérieures, s'il a été conçu pour répondre à cette fonction, peut également contreventer l'ensemble en tenant le rôle de poutre au vent.
Légèreté et préfabrication
Les techniques de constructions bois permettent de fabriquer en usine les éléments de structure des ouvrages, limitant ainsi le temps d’intervention sur chantier dont l’efficacité et la qualité dépendent le plus souvent des aléas des conditions climatiques.
Les éléments composant les murs et les planchers sont, le plus souvent pré-équipés.
Les murs et planchers sont transportés sur le chantier où ils sont mis en œuvre et assemblés très rapidement grâce à un engin de levage.
La construction bois se prête bien à la fabrication industrielle d'éléments standardisés. Le plus souvent, la mise hors d’eau hors d'air d'une maison individuelle, est réalisée en quelques jours et ainsi le second œuvre peut commencer sans délai.
Les matériaux utilisés pour la structure des murs
Les murs sont composés d'une structure horizontale et verticale en bois et d'un système de contreventement qui peut être en bois sous forme de croix de saint André ou le plus souvent en panneaux dérivés du bois.
Ces matériaux, essentiels pour la solidité et la pérennité de l'ouvrage, sont des matériaux structurels et doivent répondre aux normes en vigueur.
Les bois
Le plus souvent, on utilise des bois résineux pour l'ossature comme pour la charpente. La norme NF P 21-400 définit la qualité des bois à utiliser et la marque CTB Sawn Timber certifie le classement, la précision du sciage et les caractéristiques mécaniques des bois selon les critères de la norme.
Les bois utilisés pour la charpente et les structures sont classés en trois classes de résistance : C 18, C24 et C 30. Le plus souvent on utilise la classe C 24 pour les ossatures.
Pour éviter les désordres ultérieurs et garantir une bonne durabilité des assemblages, on veillera à utiliser des bois avec un taux d'humidité contrôlé.
- Les règles CB 71 (Règles de calculs et de conception des charpentes en bois) indique que les valeurs de contraintes admissibles s'appliquent à des bois à 15% d'humidité.
- Le DTU 31-2 et la norme NF P 21-102 précisent que les bois d'ossature au moment de la mise en œuvre, ne doivent pas dépasser 18% d'humidité.
En pratique, pour la technique de mur ouvert, on utilisera des bois ne dépassant pas 18% et pour la technique de mur fermé, on utilisera des bois ne dépassant pas 14% d'humidité.
Traitement des bois de structure
Les bois utilisés en structure qui ne présentent pas de durabilité naturelle suffisante, doivent recevoir un traitement préventif en fonction de la classe de risque à laquelle ils sont exposés.
- La norme NF EN 335 définit 5 classes d'emploi correspondant aux classes d'attaque biologiques des bois.
- Les certificats de qualité CTB P+ pour les produits de préservation et CTB B+ pour les bois traités auxquels le DTU 31-2 fait référence, garantissent que les produits ou les bois traités ont fait l'objet d'un contrôle rigoureux.
Les panneaux dérivés du bois
Tous les panneaux à base de bois utilisés dans la construction doivent être conformes à la norme harmonisée NF EN 13986 «Panneaux à base de bois destinés à la construction — Caractéristiques, évaluation de conformité et marquage», et porter le marquage CE.
En outre, ils doivent également présenter un marquage identifiant la norme à laquelle ils se rapportent ainsi que la dénomination éventuelle du label dont ils bénéficient.
Ils sont présentés soit en panneaux à bords droits soit en dalles usinées sur 2 ou 4 rives prêtes à l'emploi.
Pour les panneaux usinés, les dimensions à prendre en compte sont celles de l'élément visible après sa mise en œuvre (format utile). Leurs caractéristiques mécaniques sont définies par les normes :
- NF EN 12369-1, Panneaux à base de bois — Valeurs caractéristiques pour la conception des structures — Partie 1 : OSB, panneaux de particules et panneaux de fibres
- EN 12369-2, — Partie 2 :Contreplaqué.
L’emploi de valeurs autres que celles qui sont exprimées dans la norme NF EN 12369-1 peuvent être admises si elles sont basées sur une certification ou si elles font l’objet d’un PV d’essai de la part d’un laboratoire reconnu.
Les panneaux utilisés pour le contreventement doivent répondre à la classe de service 2, milieu humide.
Classe de service 2 (milieu humide) : classe de service caractérisée par une teneur en humidité dans les matériaux qui correspond à une température de 20 °C et une humidité relative de l’air ambiant ne dépassant 85 % que quelques semaines par an: classe de service caractérisée par une teneur en humidité dans les matériaux qui correspond à une température de 20 °C et une humidité relative de l’air ambiant ne dépassant 85 % que quelques semaines par an.
Peuvent être utilisés en contreventement
- Les contreplaqués conformes à la norme NF EN 636 de type S2 ou S3. Dans le cas de panneaux de type S3, la marque de qualité NF Extérieur CTBX apposée sur chaque panneau, atteste de la conformité à cette norme et à l’usage structurel.
- Les OSB 3 ou 4 conformes à la norme NF EN 300. Un certificat de qualité associé à un marquage apposé sur chaque panneau atteste la conformité et le respect de cette norme.
-Les panneaux de particules type P5 conformes à la norme NF EN 312 P5. La marque de qualité CTBH apposée sur chaque panneau atteste la conformité et le respect de cette norme.
- Les panneaux de particules liées au ciment, tels que définis dans la norme NF EN 633 et répondant aux caractéristiques de performance de la norme NF EN 634-2.
Règles de conception des murs porteurs
Les garanties de résistance aux sollicitations et de durabilité d'un mur porteur extérieur, exigent :
- de satisfaire à des exigences mécaniques, descentes de charges et indéformabilité (contreventement). Le choix et le dimensionnement des différents éléments doivent être déterminés selon la norme NF EN 12871 et calculés au moyen des règles CB 71, ou selon l’Eurocode 5 et en respectant les prescriptions du DTU 31.2 - Construction de maisons et bâtiments à ossature bois ;
- de satisfaire à des exigences d'étanchéité à l'eau : le DTU 31.2 décrit les revêtements extérieurs susceptibles d'assurer une protection continue et durable ;
- de prendre en compte les contraintes hygrométriques et thermiques et plus particulièrement les risques de condensation dans les parois. Il s'agit, soit de paroi à lame d'air ventilée comportant une ventilation intérieure du mur par une lame d'air d'épaisseur supérieure ou égale à 10 mm contre la paroi extérieure et une possibilité d'évacuation de l'eau de condensation; soit d'une paroi sans lame d’air, sans ventilation ni évacuation d'eau. Dans ce cas, l'emploi de panneaux de particules P5 ou d'OSB dans un système traditionnel non ventilé est déconseillé en l’absence d’un pare-pluie. Dans le cas d’emploi d’un panneau de contreplaqué, il ne doit pas être revêtu d'une peau extérieure imperméable à la vapeur d'eau.
La perméance des différents matériaux qui constituent la paroi, doit être dégressive, de l'intérieur où elle doit être faible, vers l'extérieur où elle doit être très forte. Le plus souvent, un pare-vapeur est nécessaire, placé du côté chaud du mur, en particulier lorsqu'il est fortement isolé, pour se prémunir contre d'éventuels aléas de mise en œuvre.
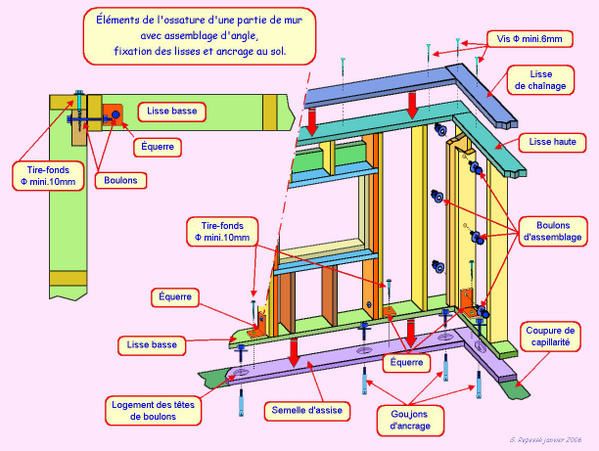
Montage des murs
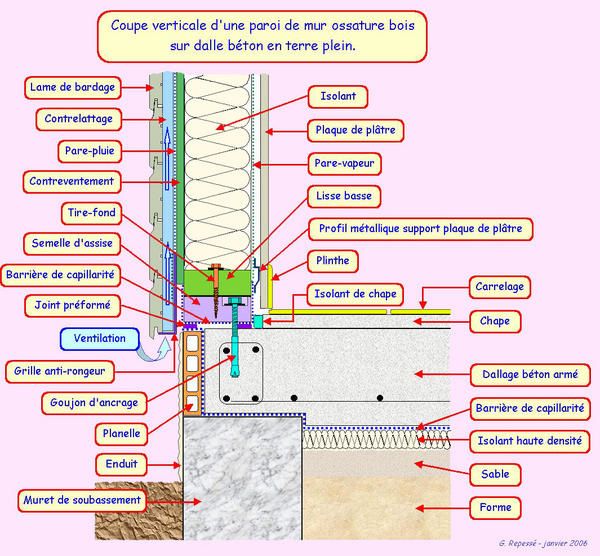
On sait que le plancher en bois est bien plan et bien isolé. En revanche, la dalle en béton brut présente des irrégularités de surface. De plus, elle est la principale source des remontées d'humidité. Aux emplacements des murs périphériques et des murs de refend, il convient donc de poser une coupure de capillarité, constituée d'un feutre bitumé ou similaire.
Sur cette étanchéité, est alignée, calée de niveau et solidement fixée au sol, une pièce debois (semelle d'assise) de la même largeur que les bois qui sont utilisés pour faire l'ossature des murs et suffisamment épaisse pour permettre la fixation la lisse basse.
L'étanchéité est arasée ou relevée le long de la semelle et pour combler les éventuels espaces entre la semelle et le béton, on fait un joint à la pompe pour parfaire l'étanchéité.
Sur le plancher bois, la semelle d'assise n'est pas nécessaire.
Les murs sont fixés sur la semelle d'assise et provisoirement maintenus d'aplomb par des étais.
Les différents éléments de murs sont assemblés entre eux par boulonnage.

Quelques exemples de montage de parois de mur les plus courantes
Les schémas ci-dessous, présentent quatre principes constructifs de parois de mur parmi les plus courantes : deux exemples avec contreventement intérieur et deux avec contreventement extérieur. Le principe de l'ossature et de l'isolant est comparable, quel que soit le type de paroi.
Les parois avec contreventement intérieur
Le contreventement est placé du côté intérieur du mur. Dans ce cas, le panneau de structure doit être protégé de l'action éventuelle du feu par une plaque de plâtre.

Paroi non ventilée (à gauche)
La vêture* extérieure est fixée sur l'ossature et placée contre le matériau isolant, sans ventilation. Elle peut être composée d'un panneau de contreplaqué ou de bois-ciment revêtu d'un revêtement plastique épais. (RPE)
Paroi ventilée (à droite)
Une lame d'air est ménagée entre l'isolant et la vêture extérieure.
Un pare-pluie est fixé sur l'ossature et le bardage extérieur est posé sur des contre-lattes fixées au droit des montants verticaux.
* La vêture extérieure, appelée aussi peau extérieure, est le nom donné à l'habillage extérieur du mur. Son rôle est à la fois d'assurer l'aspect décoratif de la construction et d'assurer la protection des matériaux qui constitue la structure de l'ouvrage.
Les parois avec contreventement extérieur
Le contreventement est placé du côté extérieur du mur. Dans ce cas, le panneau de structure doit être protégé de l'action des éléments extérieurs, intempéries et chocs. Cette peau extérieure peut être de natures diverses, bois, panneaux revêtus, laine de bois (Fibragglo), fibre-ciment, pierres, briques, ardoises, bardeaux, crépis hydrauliques sur treillis ou panneaux de laine de bois ou revêtement plastique épais (RPE) sur panneaux.
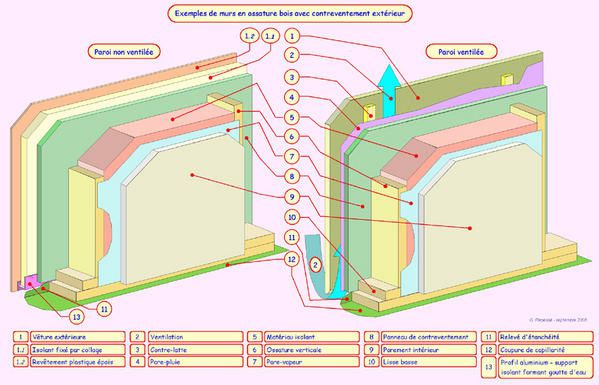
Paroi non ventilée (à gauche)
L'application d'un revêtement adhérant sur un panneau extérieur assurant la fonction de contreventement n'est pas autorisée. La mise en œuvre d'un contreventement extérieur sur paroi non ventilée n'est possible que dans le cadre de l'application d'un enduit hydraulique étanche sur armature métallique ou sur panneaux de laine de bois (cf. DTU 31.2) ou d'un système bénéficiant d'un avis technique (AT) ou d'un agrément technique européen (ATE) favorable à cette technique.
Paroi ventilée (à droite)
Une lame d'air est ménagée entre le voile travaillant et la vêture extérieure. Un pare-pluie est posé en lés horizontaux sur le panneau de contreventement. Des contre-lattes sont fixées sur l'ossature principale, pour recevoir l'habillage extérieur. Leur épaisseur constitue la lame d'air.
La vêture extérieure peut être constituée de bardage bois, panneaux revêtus, laine de bois (fibragglo), fibres-ciment, pierre, briques, ardoises, bardeaux, crépis hydrauliques sur treillis ou panneaux de laine de bois ou revêtement plastique épais (RPE) sur panneaux.
L'industriel , leader mondial de l’isolation thermique par l’extérieur avec enduit mince sur isolant, a développé le système StoTherm Classic MOB pour apporter un aspect enduit traditionnel aux constructions bois.
- Son principe : mettre en stabilité la structure extérieure bois afin d’assurer la pérennité du revêtement de finition et supprimer les joints de panneaux.
- Son application : réalisé avec une pâte sans ciment Sto-Elastofibre (prête à l’emploi), l’enduit mince est armé d’un treillis en fibres de verre, et appliqué sur des plaques de polystyrène expansé collées sur le support.
- La finition est assurée par un revêtement plastique épais à base de copolymère acrylique ou siloxane ou, par un revêtement granulats apparents.
Dernier né de la gamme, le Sto Therm Classic Wood, un système écologique à base de matériaux minéraux et un isolant en fibre de bois.

Photo Sto :
Restaurant – "Pizza del arte"
Structure bois avec revêtement extérieur : Sto Therm Classic
MOB finition Sto Silco MP.

Sto S.A.S.
224, Rue Michel Carré - BP 40045 - 95872 Bezons Cedex
Service Technique - Tél. 01 34 34 57 26
Site Internet : http://www.sto.fr/
Contact : sto.fr@stoeu.com

Syndicat des constructeurs de MOB au sein de la FIBC (Fédération de l'Industrie Bois Construction)
6 avenue de St. Mandé 75012 Paris
Tél . 01 43 45 53 43
Site Internet : www.batibois.org / Contact : fibc@magic.fr

Promouvoir et développer la construction bois dans l'habitat et les lieux de vie
10, rue du Débarcadère - 75017 Paris
Tél. : 01 40 55 14 98
Site Internet : www.maisons-bois.org / Contact :info@maisons-bois.org














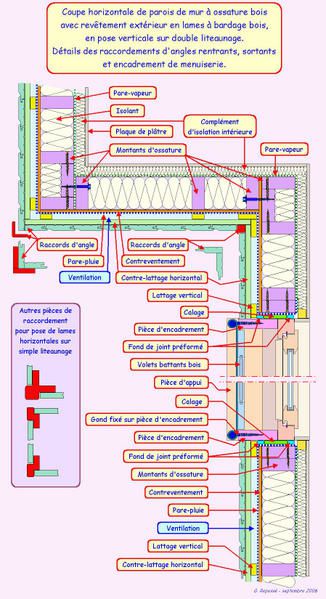
 - la porte-fenêtre est ici posée sur un plancher constitué de poutres en "I" sur vide sanitaire. De la même manière, on peut associer toutes les autres sortes de poutres, qu'elles soient en bois massif, lamellé-collé, PSL, LVL, LSL, et ce quelle que soit la technique : plots bétons, vide sanitaire ou sous-sol. Elle peut être également posée sur dalle béton, sur plancher à entrevous et que ce soit sur terre-plein, sur vide sanitaire ou sur sous-sol ;
- la porte-fenêtre est ici posée sur un plancher constitué de poutres en "I" sur vide sanitaire. De la même manière, on peut associer toutes les autres sortes de poutres, qu'elles soient en bois massif, lamellé-collé, PSL, LVL, LSL, et ce quelle que soit la technique : plots bétons, vide sanitaire ou sous-sol. Elle peut être également posée sur dalle béton, sur plancher à entrevous et que ce soit sur terre-plein, sur vide sanitaire ou sur sous-sol ; La photo ci-contre présente une fenêtre en cours de finition de pose. Les pièces d'encadrement ne sont pas encore posées et on peut remarquer le soin apporté à la pose du pare-pluie, afin qu'il assure une bonne continuité et une parfaite liaison avec le bâti.
La photo ci-contre présente une fenêtre en cours de finition de pose. Les pièces d'encadrement ne sont pas encore posées et on peut remarquer le soin apporté à la pose du pare-pluie, afin qu'il assure une bonne continuité et une parfaite liaison avec le bâti.
 La fenêtre, ici avec volets battants bois, est intégrée dans une paroi ossature bois, montée sur dalle béton. De la même manière, on peut associer les planchers à entrevous, que ce soit sur terre-plein, sur vide sanitaire ou sur sous-sol. Elle peut être également posée sur toutes sortes de poutres, qu'elles soient en bois massif, lamellé-collé, PSL, LVL, LSL ou poutres en "I", et ce quelle que soit la technique : plots bétons, vide sanitaire ou sous-sol.
La fenêtre, ici avec volets battants bois, est intégrée dans une paroi ossature bois, montée sur dalle béton. De la même manière, on peut associer les planchers à entrevous, que ce soit sur terre-plein, sur vide sanitaire ou sur sous-sol. Elle peut être également posée sur toutes sortes de poutres, qu'elles soient en bois massif, lamellé-collé, PSL, LVL, LSL ou poutres en "I", et ce quelle que soit la technique : plots bétons, vide sanitaire ou sous-sol.























 Parquêterie Berrichonne
Parquêterie Berrichonne





 25500 Montlebon
25500 Montlebon






 BOIS, NATURE & CONSTRUCTION
BOIS, NATURE & CONSTRUCTION











